

PERFECTION
promise of perfection. The promise of a propitious
future showcased by flawless metal castings.

HIGH QUALITY
professionals at Evergreen bring in their best efforts to
astonish you with the quality at such pocket friendly prices.

COLLECTION TO THE MARKET
perfectly precise and customizable products. Products that
come with material choice!

TO LEAVE YOU IN AWE!
Each product category has multifarious applications to
assist you



















Evergreen has perfect quality control systems.
Easy to communicate with them due to their
professional technical background. A happy
time when cooperate with the guys in this
team.

Thank all the friends in Evergreen for the efforts in providing so perfect products. With their rich experience in casting, professional knowledge in cross-country business and kind and instant

I was very pleased with professionalism show during projects cooperation with EVERGREEN, beside having a huge of technologies solution and resources, there’s a real quality follow up service with people having technical abilities.

It’s with pleasure I supply Qingdao Evergreen Machinery Co., Ltd with reference for producing products on our behalf. I have found them a professional company to deal with in that you get prompt replies and the quality of products they produce are of the standard we expect.

I was impressed by the high level of service and professionalism of the team. Prices were competitive and technical questions were answered quickly, directly and efficiently. And all with can-do, courteous attitude, even for custom-made items. A pleasure to do business with Evergreen.

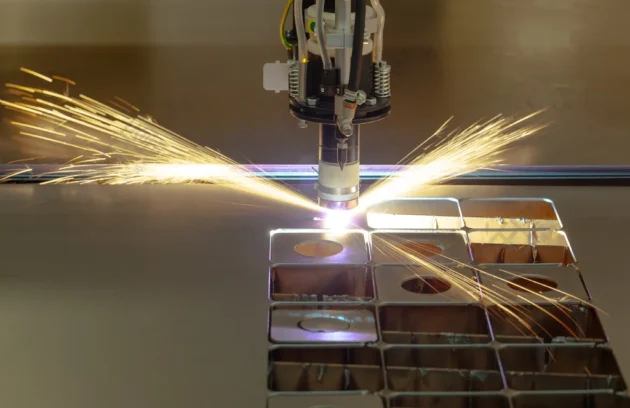
Plasma Cutting: Process, Strengths, and Weaknesses
Plasma cutting is a metal cutting process known for its high speed and efficiency. It involves accelerating plasma…

25 Metal Forming Processes that Industrial Designers Must Know! How Much do You Know?
Today I will share 25 metal forming processes: 1. die casting, 2. sand mold casting, 3. investment casting,…

A Brief Discussion on the New Process of Forging and Elongation of Large Forgings
To prevent or reduce metallurgical defects and quality hazards inside the steel ingot, we must choose a new…
